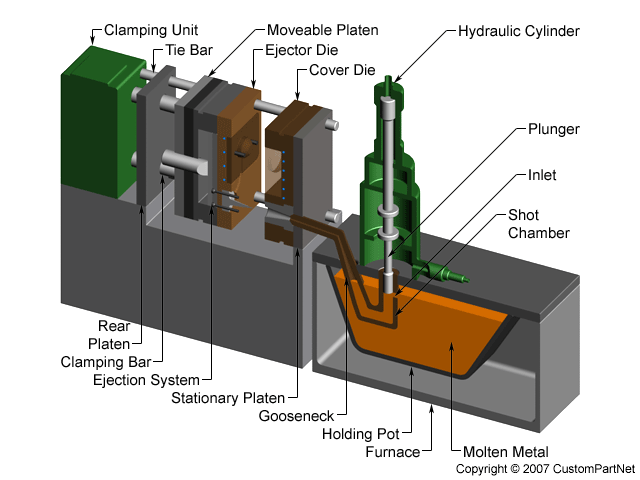
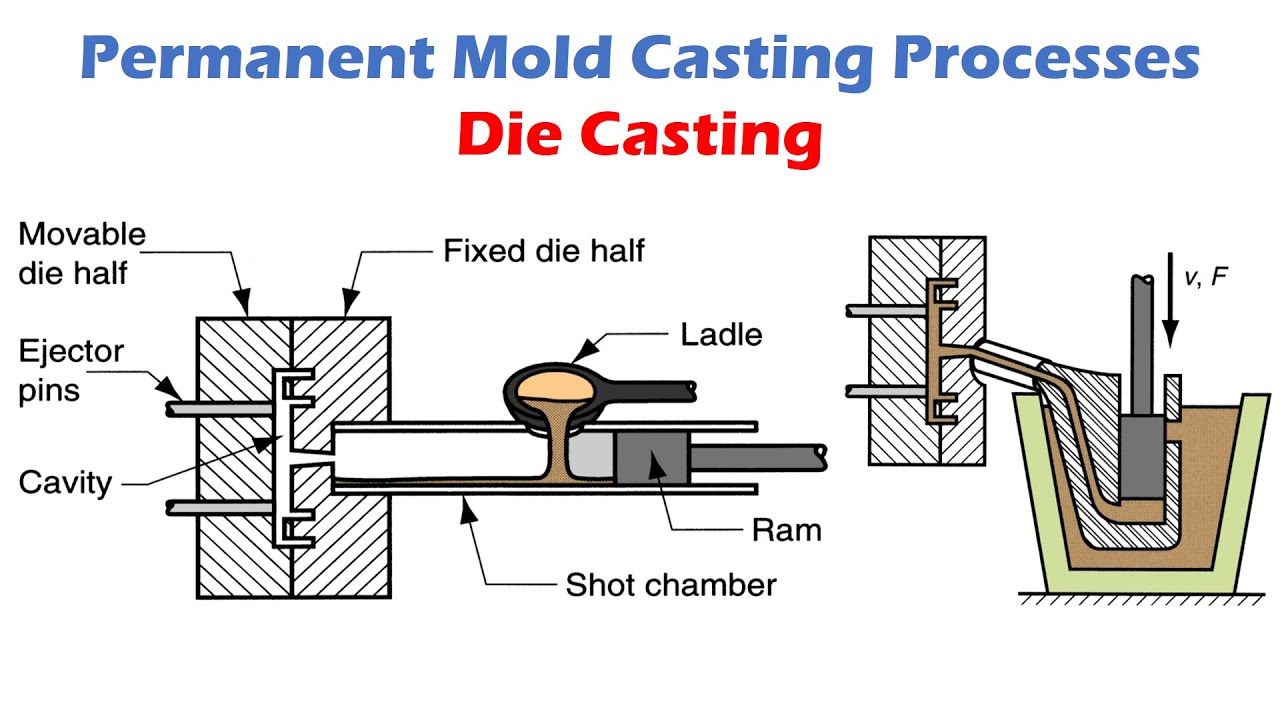
Die casting is a metal casting process, which is characterized by applying high pressure to the molten metal using the cavity of the mold. Molds are usually made of higher-strength alloys. This process is somewhat similar to injection molding. Most die castings are iron-free, such as zinc, copper, aluminum, magnesium, lead, tin, and lead-tin alloys and their alloys. Depending on the type of die casting, a cold chamber die casting machine or a hot chamber die casting machine is required.
The cost of casting equipment and molds is high, so the die casting process is generally only used for mass production of a large number of products. Manufacturing die-cast parts is relatively easy, which generally only requires four main steps, and the individual cost increment is very low. Die casting is particularly suitable for manufacturing a large number of small and medium-sized castings, so die casting is the most widely used one among various casting processes. Compared with other casting technologies, the die-casting surface is flatter and has higher dimensional consistency.
Based on the traditional die-casting process, several improved processes were born, including a non-porous die-casting process that reduces casting defects and eliminates pores. It is mainly used for processing zinc, which can reduce waste and increase the yield of direct injection process. There are also new die-casting processes such as precision-speed and dense die-casting technology and semi-solid die-casting invented by General Dynamics.
Introduction:
Die casting is a precision casting method that uses high pressure to force the molten metal into a metal mold with complex shapes. In 1964, the Japan Die Casting Association defined die casting as "a casting method that presses molten alloy into a precision mold at a high temperature, and mass-produces high precision and excellent casting surface in a short time." The United States refers to die casting as Die Casting, while the United Kingdom refers to die casting as Pressure Die Casting. The Japanese term that is most familiar to the general industry in China is called die casting. Castings made by die casting are called die castings.
The tensile strength of these materials is nearly twice as high as that of ordinary cast alloys, which has a more positive significance for aluminum alloy automobile wheels, frame and other parts that are expected to be produced with higher-strength impact-resistant materials.
History:
In 1838, in order to make movable type printing molds, people invented die-casting equipment. The first patent related to die-casting was issued in 1849. It was a small manual machine used to produce typefaces for printing presses. In 1885, Otto Mergenthaler (Otto Mergenthaler) invented the Linotype typesetting machine, which can die-cast a whole line of text into a single type, which brought unprecedented innovation to the printing industry. After the printing industry entered large-scale industrialization, the traditional hand-pressed fonts have been replaced by die-casting. Around 1900, the entry of typecasting and typesetting into the market further improved the automation technology of the printing industry, so sometimes more than a dozen die-casting machines can be seen in newspapers. With the continuous growth of consumer products, Otto's invention has gained more and more applications. People can use die casting to manufacture parts and components in large quantities. In 1966, General Dynamics invented the precision die-casting process, which is sometimes called double-punch die-casting.
Die casting process:
The traditional die-casting process mainly consists of four steps, or it is called high-pressure die-casting. These four steps include mold preparation, filling, injection, and shakeout, which are also the basis for various improved die casting processes. During the preparation process, a lubricant needs to be sprayed into the mold cavity. In addition to helping to control the temperature of the mold, the lubricant can also help demold the casting. Then you can close the mold and inject the molten metal into the mold with high pressure. The pressure range is about 10 to 175 MPa. When the molten metal is filled, the pressure will be maintained until the casting solidifies. Then the push rod will push out all the castings. Since there may be multiple cavities in a mold, multiple castings may be produced during each casting process. The process of falling sand requires the separation of residues, including mold openings, runners, gates and flash. This process is usually done by extruding the casting with a special trimming die. Other methods of falling sand include sawing and sanding. If the gate is fragile, the casting can be directly beaten, which can save manpower. The excess mold opening can be reused after melting. The usual yield is about 67%.
High pressure injection results in a very fast filling of the mold so that the molten metal can fill the entire mold before any part solidifies. In this way, even thin-walled parts that are difficult to fill can avoid surface discontinuities. However, this can also lead to air entrapment because it is difficult for air to escape when filling the mold quickly. This problem can be reduced by placing an exhaust port on the parting line, but even a very precise process will leave pores in the center of the casting. Most die-casting can be completed by secondary processing to complete some structures that cannot be completed by casting, such as drilling and polishing.
Defects can be checked after the sand has been shaken out. The most common defects include stagnation (unsatisfactory pouring) and cold scars. These defects may be caused by insufficient mold or molten metal temperature, metal mixed with impurities, too few vents, and too much lubricant. Other defects include pores, shrinkage holes, thermal cracks and flow marks. Flow marks are traces left on the surface of castings caused by gate defects, sharp corners or excessive lubricant.
Water-based lubricants are called emulsions, and are the most commonly used type of lubricants, for reasons of health, environment, and safety. Unlike solvent-based lubricants, if the minerals in the water are removed by a suitable process, it will not leave by-products in the casting. If the water treatment process is improper, the minerals in the water can cause surface defects and discontinuities in the casting. There are four main types of water-based lubricants: water mixed with oil, oil mixed with water, semi-synthetic and synthetic. Lubricants mixed with water are the best, because when using lubricants, water deposits oil while cooling the surface of the mold through evaporation, which can help demold. Generally, the ratio of this type of lubricant is 30 parts of water mixed with 1 part of oil. In extreme cases, this ratio can reach 100:1.
Oils that can be used in lubricants include heavy oils, animal fats, vegetable fats, and synthetic fats. Heavy residual oil is highly viscous at room temperature, but at high temperatures in the die casting process, it becomes a thin film. Adding other substances to the lubricant can control the viscosity and thermal properties of the emulsion. These substances include graphite, aluminum, and mica. Other chemical additives can avoid dust and oxidation. Emulsifiers can be added to water-based lubricants so that oil-based lubricants can be added to water, including soap, alcohol, and ethylene oxide.
For a long time, commonly used solvent-based lubricants include diesel and gasoline. They are conducive to casting out, but each time a small explosion occurs during the die casting process, which causes the accumulation of carbon on the cavity wall. Compared to water-based lubricants, solvent-based lubricants are more uniform.
32-3# North Two Road, Xinglin, Jimei, Xiamen, 361022 China
Email : sales@xmzldjx.com
Skype : janeliui_01
Tel : +8618650120832
Whatsapp : 13306016335




Scan to wechat:












