Plunge milling, also known as Z-axis milling, is one of the most effective machining methods for high removal rate metal cutting. For surface machining, grooving and machining with large tool overhangs of difficult-to-machine materials, the processing efficiency of plunge milling is much higher than that of conventional end milling. In fact, when a large amount of metal material needs to be removed quickly, the plunge milling method can reduce the processing time by more than half.
▉advantage
In addition, plunge milling has the following advantages:
①It can reduce the deformation of the workpiece;
②It can reduce the radial cutting force acting on the milling machine, which means that the spindle whose shaft system has been worn can still be used for plunge milling without affecting the processing quality of the workpiece;
③The tool overhang is large, This is very beneficial to the milling of the groove or surface of the workpiece;
④It can realize the grooving of high-temperature alloy materials (such as Inconel). Plunge milling is very suitable for rough machining of mold cavities and is recommended for efficient machining of aerospace parts. One of the special applications is plunge milling of turbine blades on a three-axis or four-axis milling machine. This kind of processing usually needs to be performed on a dedicated machine tool.
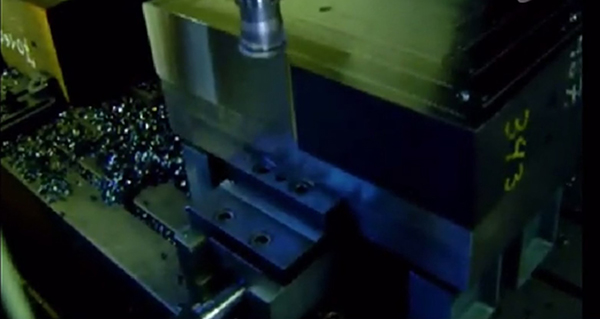
▉ Working principle
When the turbine blade is plunge-milled, it can be milled from the top of the workpiece down to the root of the workpiece. Through simple translation of the X-Y plane, extremely complex surface geometries can be processed. When implementing plunge milling, the cutting edge of the milling cutter is formed by overlapping the profile of each blade, and the plunge milling depth can reach 250mm without vibration or distortion. The cutting motion direction of the tool relative to the workpiece can be either downward or downward. Upward, but generally cutting downward is more common. When plunge milling the inclined plane, the plunge milling cutter makes compound movement along the Z axis and X axis. In some processing occasions, spherical milling cutters, face milling cutters or other milling cutters can also be used to mill grooves, milling surfaces, milling bevels, and milling cavities.
▉ Scope of application
The special plunge milling cutter is mainly used for roughing or semi-finishing. It can cut into the concave part of the workpiece or cut along the edge of the workpiece. It can also mill complex geometric shapes, including root cutting. In order to ensure a constant cutting temperature, all shank plunge milling cutters adopt internal cooling. The cutter body and insert design of the plunge milling cutter can cut into the workpiece at the best angle. Usually the cutting edge angle of the plunge milling cutter is 87° or 90°, and the feed rate ranges from 0.08 to 0.25 mm/tooth. The number of inserts clamped on each plunge milling cutter depends on the diameter of the milling cutter. For example, a milling cutter with a diameter of φ20mm can install 2 inserts, and a milling cutter with a diameter of f125mm can install 8 inserts. In order to determine whether the processing of a certain workpiece is suitable for plunge milling, the requirements of the processing task and the characteristics of the processing machine used should be considered. If the machining task requires a high metal removal rate, the plunge milling method can greatly shorten the machining time.
Another occasion that is suitable for plunge milling is when the machining task requires a large axial length of the tool (such as milling large cavities or deep grooves), because the plunge milling method can effectively reduce the radial cutting force, it is incompatible with the side Compared with milling, it has higher processing stability. In addition, when the parts that need to be cut on the workpiece are difficult to reach by conventional milling methods, plunge milling can also be considered. Because the plunge milling cutter can cut metal upward, it can mill complex geometric shapes.
From the perspective of machine tool suitability, if the power of the processing machine tool used is limited, plunge milling can be considered. This is because the power required for plunge milling is less than that of spiral milling, so it is possible to use old-fashioned machine tools or machines with insufficient power to obtain better results. High processing efficiency. For example, plunge milling of deep grooves can be realized on a 40-level machine tool, and this type of machine tool is not suitable for processing with long-edged spiral milling cutters. This is because the radial cutting force generated by spiral milling is relatively large, which makes it easy to spiral The milling cutter chattered.
Due to the low radial cutting force during plunge milling, it is very suitable for old machine tools with worn spindle bearings. The plunge milling method is mainly used for rough machining or semi-finish machining, and the small amount of axial deviation caused by the wear of the machine tool shaft system will not have a major impact on the machining quality. As a new type of CNC machining method, plunge milling puts forward new requirements for CNC machining software.
















